Sintering
Sintering is used to manufacture products with very tight tolerances and tight surface finishes. Expensive machining is hardly necessary and material loss is minimal. This makes sintering a fast and cheap production method that can be used for various steel, stainless steel and bronze alloys. Thanks to 95 years of experience, outstanding technical expertise and our extensive production network, ELCEE supplies sintered components at the best Total Cost of Ownership.
Our engineers are ready to support you in transforming your components into optimum products.
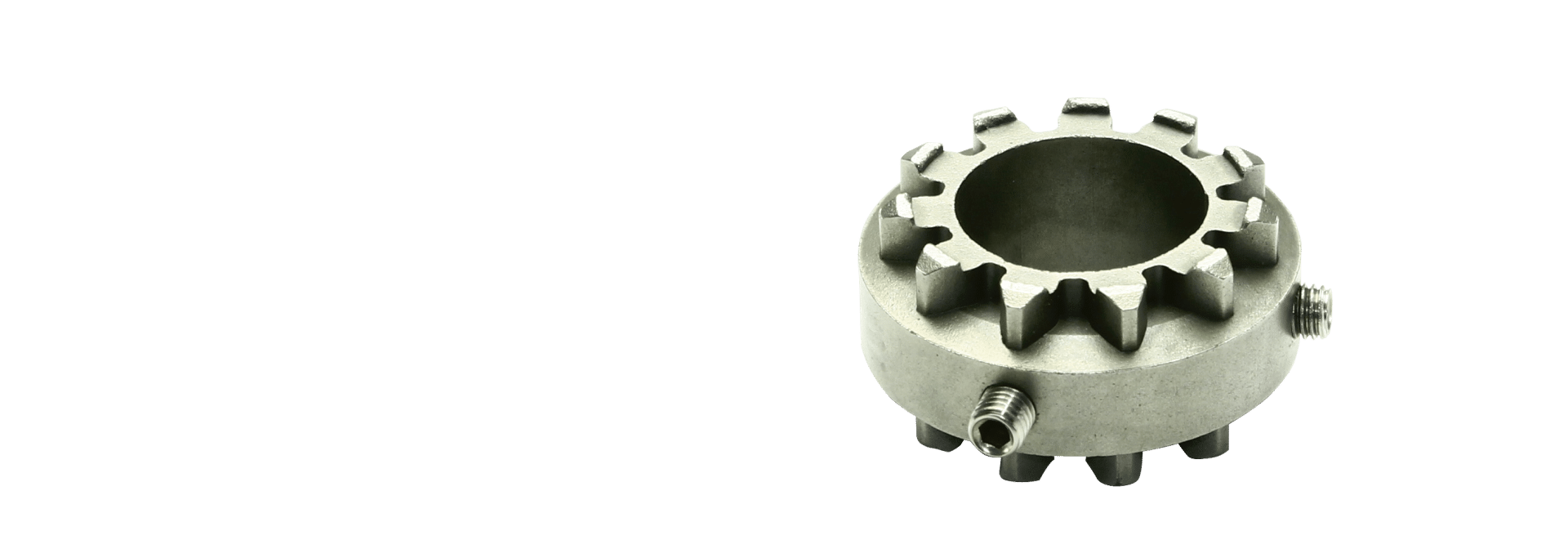
Sintered: smooth surface finish and very low tolerances
Sintered products are produced by compressing metal powder and binders. The powder is placed in a mould (negative) and compressed under high pressure. In the subsequent heating process, the binder melts away and the metal powder melts together. In this process, metal is not melted homogeneously, but porosities are created. By making clever use of the controlled amount of porosity, pores can be impregnated with lubricant.
At ELCEE’s production sites, dimensionally stable industrial components of various alloys are sintered.
Advantages of sintering
- Favourable price for large volumes
- Good reproducibility, also in the long term
- Little material loss during production
- Self-lubricating properties through oil impregnation in the controlled porosity
- Pressing in an axial direction makes complex shapes possible
Sintering technology is a very precise process
Sintering is a precision forming technique. During sintering, the component is formed by a mould, stamps and possible core rods. Sintering technology results in precisely shaped products that require little or no post-processing. It is also possible to create steps, conical surfaces, holes and markings in the press direction. When sintering is followed up by secondary processes such as CNC machining, cavities at right angles to the pressing direction can be made.
Technical specifications
- The largest possible dimension is Ø 180 mm, depending on:
- The shape of the component
- The printing capacity of the press
- The desired density of the material
- The tolerance depends on the tool parts, the pressing direction and the material: between ± 0.05 mm and ± 0.75 mm.
- Strength depends on material and achievable density
- Weight: from a few grams up to ± 1.5 kg
ELCEE is a leading specialist in sintering components
ELCEE combines engineering expertise with quality assurance technical centres and a global production network. All our production sites have their own specialism. Based on your needs and the technical specifications of your product, we select the right location for sintering your component. We are your reliable partner in engineering, production, quality assurance and support for cost engineering.